Servo System in CNC:
A servo system in CNC is a control system that regulates the velocity and position of a motor based on feedback signals. A typical CNC servo system consists of a motor, a feedback device, and a controller. The servo amplifier receives a "Reference input" (typically generated by a CNC controller) and converts it into an integral voltage, which turns the servo motor on. The servo amplifier generates the required voltage for the motor unit to achieve the expected speed. The voltage generated by the amplifier unit is called PWM or Pulse Width Modulated voltage, and both the amplitude and frequency can be adjusted by the servo amplifier unit.

A feedback device such as an
encoder or resolver is attached inside the servo motor shaft and sometimes
connected to an external device rotated by the motor. The feedback device
converts the displacement of the motor shaft or external device into an electrical
signal, which is sent to an "Error detector" circuit inside the servo
amplifier. The error detector circuit compares the reference input and the
encoder feedback signal. Any error detected by this comparison triggers a
directive to the amplifier unit, adjusting the amplitude or frequency of the
voltage supplied to the motor. Every servo system monitors both the position
and velocity of the motor unit and two separate error detectors work together
for Velocity and Positioning control. It always operates in a closed-loop
system, and the complete system is referred to as a servo-controlled mechanism.

Servo Motor:
A servo motor is an electromechanical device commonly used to drive CNC machine axes and spindles. These motors provide higher torque with lower current consumption compared to conventional motors. They are also smaller in size and offer higher efficiency. Both DC and AC servo motors are employed, and they are sometimes referred to as control motors because they control the mechanical transmission system. Servo motors always work with a closed-loop servo system. While CNC machines previously used both types of servo motors, AC servo motors now have many advantages over DC servo motors, and most CNC machines currently use AC servo motors exclusively for spindle and axis movement.

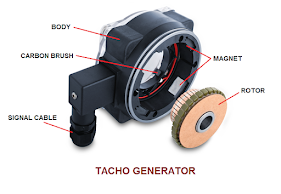
A feedback element such as an encoder, tacho generator, or resolver is always integrated with a servo motor. In the past, servo motors were equipped with two separate devices coupled to the motor shaft: one for position feedback (encoder) and another for velocity feedback (tacho generator). Nowadays, an encoder or a resolver functions as a single feedback device, providing both position and velocity feedback of the motor shaft. In some cases, an electromechanical "Brake" unit is coupled inside the servo motor, specifically for vertical axis applications, to hold the axis in place when the machine is turned off.
Working Principle of an AC Servo Motor:
The operational principle of an AC servo motor differs from that of an AC induction motor. In an AC servo motor, a "Permanent magnet" is used to generate a magnetic field inside the motor, and the torque is produced by the current passing through it. Since AC servo motors don't have brushes, the rotation is silent, and no noise is generated. The Stator part of an AC servo motor consists of a core and winding, while the Rotor part includes a Shaft, Rotor core, and Permanent magnet. A Servo drive or Amplifier supplies the required voltage to the stator windings to rotate the servo motor shaft. The core part of the stator is designed to accommodate more windings compared to an ordinary induction motor. Special winding techniques or arrangements like "Divided core" or "Centralized winding" are used for this purpose. The Finite Element Method (FEM) is currently employed to construct servo motors, reducing "Torque ripple" and "Cogging torque" and resulting in smaller motor sizes. The following picture illustrates a typical AC servo motor and its interior.

The rotary part of a servo
motor is composed of a shaft, rotor core, and permanent magnet. The magnetism
capacity of the permanent magnet determines the motor's potential. Therefore,
selecting the appropriate permanent magnet is crucial to limit cogging torque
on the motor shaft. An optical type or a magnetic type digital encoder is
commonly used for the motor's feedback system. The Optical type encoder is more
prevalent and offers higher resolution compared to the magnetic type.
Servo Amplifier:
The primary function of a
CNC machine is to precisely control the movements of axes and spindles. This is
achieved using a Servo Drive or Amplifier unit inside the CNC machine. The
servo drive mechanism consists of a Servo motor, a Servo amplifier, and a
Mechanical Transmission System such as a ball screw and nut mechanism. The CNC
Controller sends a command signal to the servo amplifier, which generates the
required voltage to rotate the motor according to the commanded signal. The
servo motor rotates the ball screw, connected to the axis shifting mechanism,
to achieve the desired axis position or rotate the spindle at the required RPM.
The fundamental objective of using a servo amplifier is to provide the
necessary power to the servo motor for precise and secure spindle rotation or
axis positioning based on the commands from the CNC Controller. In metal
cutting milling machines, a cutting tool is rotated at high RPM while the
workpiece is driven at a lower speed to remove material. The spindle requires
constant power, while the axis requires constant torque for accurate operation.
This is achieved using a microprocessor-based servo amplifier, which provides
precise control over speed and torque for axis and spindle movements in CNC
machines.
There are two main types of servo amplifiers used in CNC machines: Axis or Feed servo amplifiers and Spindle servo amplifiers. Feed servo amplifiers provide continuous torque for axis movements, while spindle servo amplifiers offer constant power for spindle rotation. It is common to use separate servo amplifiers for different axis movements and spindle rotation. AC servo amplifiers are generally preferred over DC servo amplifiers. The following pictures show AC servo amplifiers in operation with CNC machines.
Spindle servo amplifier: Spindle servo amplifiers are
used for high rotational accuracy, constant power output, smooth running, fast
dynamic response, and a wide speed range for spindle rotation. There are two
types of spindle servo amplifiers: DC and AC. DC spindle amplifiers were used
in earlier CNC machines to provide constant power to the machine spindle
assembly. However, microprocessor-based AC servo amplifiers are now widely used
in most types of CNC machines due to their numerous advantages. One great
advantage of using an AC servo amplifier is that the spindle can be considered
as a 'C-Axis'.

Feed servo amplifier: Feed servo amplifiers are responsible for driving the axis servo motors in a CNC machine. The number of feed servo amplifiers in a CNC machine is equal to the number of controlled axes. Feed servo amplifiers always operate on constant torque, and position feedback also plays a significant role in the amplifier unit. In contouring operations where two separate axes require synchronized movement to create a circular path (arc type), feed amplifiers work together harmoniously.

How does a DC servo amplifier
work?
A DC servo amplifier, also
known as an SCR-DC drive, uses a Silicon Controlled Rectifier (SCR) to supply
the necessary voltage to run a DC motor. The SCR or thyristor is a solid-state
device with three terminals: Anode, Cathode, and Gate. The reference input
signal from the CNC Controller is sent to the control card of the amplifier
unit, which generates a positive firing pulse to trigger the SCR by applying it
to the Gate terminal. This triggers a current flow between the Anode and
Cathode terminals, which continues until the anode voltage of the SCR is
withdrawn or the polarity of the firing pulse changes. The average DC voltage
generated by a DC servo amplifier controls the motor's operation by adjusting
the firing pulse angle sent to the thyristor's Gate terminal. By controlling a
small amount of gate voltage, greater power can be easily controlled. The
following picture shows the block diagram of a DC servo drive system.

How does an AC servo amplifier work?
Most CNC machines nowadays
use AC servo amplifiers exclusively. The rotational speed or RPM of an AC motor
is directly proportional to the frequency of the AC mains and the number of
poles inside the motor. This relationship is defined by the formula n = 20f /
p, where n represents the motor speed, f is the frequency of the supply line,
and p is the number of poles in the motor. Therefore, for a motor with a fixed
number of poles, the RPM depends solely on the frequency of the input supply.
To maintain a constant torque within a specific speed range, the V/f ratio
(voltage to frequency) of any motor must be kept constant. The V/f ratio is
determined by the AC RMS voltage (V) and the frequency (f) of the AC voltage
line. An AC servo amplifier maintains a constant V/f ratio in order to achieve
a constant torque within a specific speed band of an AC servo motor.
An AC servo amplifier
changes the supply voltage frequency to the servo motor, thereby achieving
variable speed. Inside an AC servo amplifier, a three-phase AC input voltage is
converted into DC voltage using a converter circuit. This DC voltage is then
converted back into three-phase AC with an adjustable frequency using various
switching mechanisms within the servo amplifier. Finally, the AC voltage with
adjustable frequency is supplied to the motor coil. An AC servo amplifier is
sometimes referred to as an 'Inverter' unit. The following picture shows a
simplified block diagram of an AC servo amplifier.

Most AC servo amplifiers employ a Pulse Width Modulation (PWM) control system to change the output voltage frequency. A PWM control servo amplifier consists of two main parts: the Converter section and the Inverter section. The Converter section converts the three-phase AC into a fixed DC voltage using a rectifier unit. The DC voltage from the converter section is then filtered to obtain a constant and ripple-free DC voltage. This constant and ripple-free DC voltage is further supplied to the inverter section of the amplifier.

The inverter section of the servo amplifier generates an AC output voltage that is supplied to the servomotor. A series of voltage pulses are generated to form a sine wave by positive and negative switching inside the inverter section. The output frequency of the PWM voltage is controlled by sending positive and negative pulses on either side of the voltage halves. The amplitude of the output voltage is determined by the width of each pulse, representing either a lower or higher voltage value. This method of generating lower or higher output voltage pulse widths is called 'Pulse Width Modulation' for PWM control. The earlier picture shows only six pulses with every half cycle of the voltage. To achieve a specific frequency for the output voltage, an optimal number of pulses and pulse widths are created so that the output voltage closely approximates a pure sine wave.
In some cases where multiple servo amplifiers are used with CNC machines, a single power converter unit is employed to supply a DC voltage to a common DC bus, instead of using separate power converter units for each amplifier module. The inverter sections of all the amplifiers receive the required DC voltage from the common DC bus. The following picture shows three servo amplifiers connected to a single power converter unit.

The braking system in the
servo amplifier:
Almost every servo amplifier
incorporates a braking system, which plays a crucial role in the axis and
spindle movements of a CNC machine. Servo motors need to hold the axis or
spindle in a commanded position and stop within a certain distance during a
power failure or emergency state. Otherwise, they may overshoot the desired
movement. A braking arrangement is employed with a servo drive to overcome this
situation and ensure the axis or spindle stops at the correct position. There
are two types of braking systems: Dynamic braking and Regenerative braking.
Dynamic Braking - In this
method, the armature coil ends of the servo motor are connected to a Dynamic
Braking Resistor (DBR) via a contactor during the braking condition. The
kinetic energy stored inside the rotating motor is converted into heat within
the dynamic braking resistor, which applies reverse torque to the motor
movement and helps bring it to a stop. This type of braking system is
particularly useful in the event of a power failure or emergency state of a CNC
machine.
Regenerative Braking - The
servo amplifier utilizes a sequence of firing pulses to implement a
regenerative braking system. This short duration of firing pulses causes the
phase sequence of the power supplied to reverse momentarily, effectively
stopping the motor quickly. A ramp network circuit is always employed with the
servo amplifier to prevent damage to the motor coil and sudden changes in the
motor supply sequence. The regenerative braking system is applicable only to
fully controlled servo amplifiers.